It usually starts with something small.
An environmental monitoring plate shows unexpected growth. A temperature excursion occurs during storage. A batch record contains a missed entry. An analyst observes an out-of-trend result.
At first glance, it may look minor.
But in pharmaceutical manufacturing, even a small deviation can escalate into a product recall, regulatory observation, or — worse — a patient safety risk.
The real question is not whether deviations occur. They always do.
The real question is: How strong is your deviation-handling process?
A well-structured deviation management system does more than fix problems. It protects our quality and compliance systems. Let us walk through the complete deviation lifecycle in a practical manner.
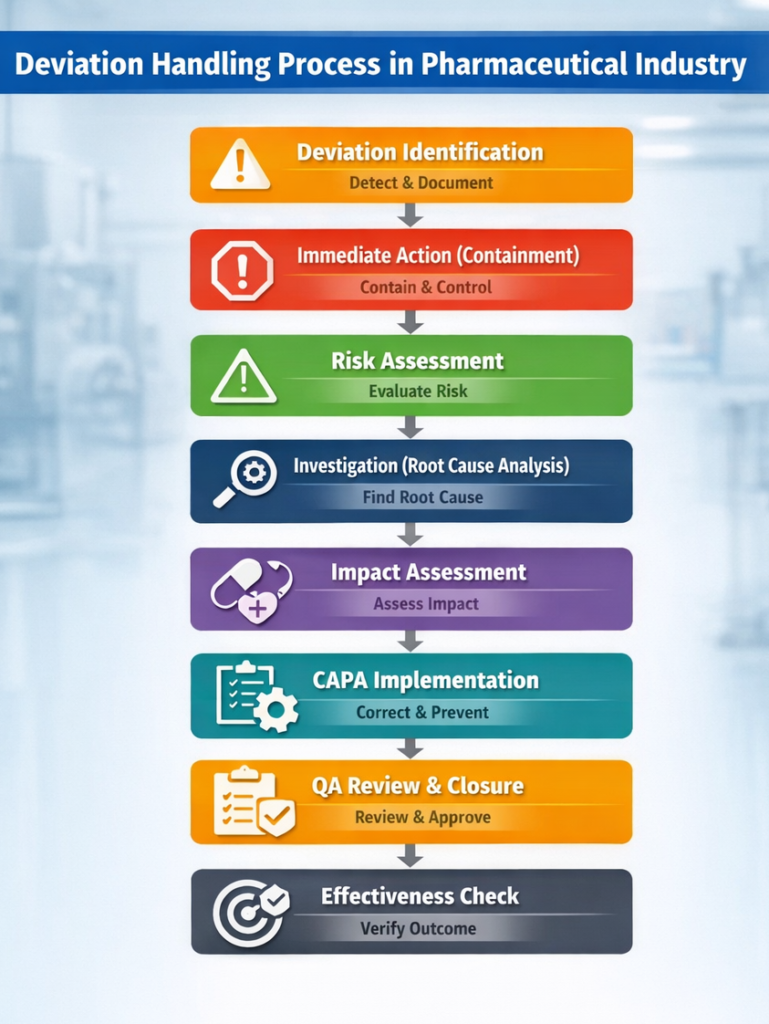
Step 1: Deviation Identification – Recognizing the Signal Early
A deviation begins the moment an unexpected event is identified.
This may occur during manufacturing, quality control testing, environmental monitoring, equipment operation, validation activities, document review, or even during internal audits. What is very important is that deviations must be reported immediately and without hesitation.
Strong quality cultures encourage transparency. Employees should feel responsible for reporting issues, not afraid of consequences.
At the time of identification, documentation must be factual and precise.
- What happened?
- When did it happen?
- Where did it occur?
- Who involved?
- Which batch or equipment was involved?
These details form the foundation of the entire investigation. Weak initial documentation often leads to weak conclusions later.
Early detection reduces risk. Delayed reporting increases impact.
Step 2: Immediate Action (Containment) – Controlling the Situation
Once identified, the first responsibility is containment.
Containment is not about solving the deviation. It is about preventing further damage.
Production may need to be stopped. The affected batch may require quarantine. Materials may need to be blocked in the system. Distribution may need to be paused. Quality Assurance must be informed without delay.
The objective at this stage is control. If the deviation affects multiple batches or systems, swift containment prevents escalation.
Regulatory inspectors frequently cite companies for delayed containment rather than for the deviation itself.
Step 3: Risk Assessment
After containment, the next step is to evaluate risk scientifically.
Not all deviations carry the same risk. Some are procedural oversights with no product impact. Others may compromise sterility, potency, or safety.
A structured quality risk management approach should be applied. The evaluation must consider severity, probability of recurrence, and detectability. More importantly, it must answer critical questions:
Does this event impact product quality?
Is patient safety at risk?
Does it compromise validated state?
Does it create regulatory non-compliance?
Is there any data integrity concern?
Based on this assessment, deviations are classified as minor, major, or critical. This classification determines the depth of investigation required and the level of management involvement.
Risk assessment must be rational and documented, but never assumptive.
Step 4: Investigation and Root Cause Analysis
Investigation is the core of deviation handling.
The purpose is not to assign blame. It is to identify the true root cause so that recurrence can be prevented.
A superficial conclusion, such as “operator error” or “human mistake,” is rarely acceptable. These statements describe what happened, not why it happened.
Effective investigations often use structured tools such as the 5-Why technique, fishbone diagrams, timeline analysis, and trend reviews. Batch records, calibration logs, equipment history, and previous deviations must be reviewed.
A good investigation reconstructs the event logically and scientifically. It should clearly demonstrate how the root cause was determined and supported by evidence.
Weak investigations can become findings in regulatory audits.
Step 5: Impact Assessment
Once the root cause is established, a thorough impact assessment must follow.
This assessment should evaluate whether the deviation affects:
- The specific batch involved
- Other batches processed under similar conditions
- Stability of the product
- Cleaning or process validation status
- Ongoing regulatory commitments
Most importantly, patient impact must be considered. Even if analytical results remain within specification, potential safety risks must be evaluated.
If the validated state of the process is questioned, revalidation or additional studies may be required. Decisions regarding batch rejection, reprocessing, or release must be justified with scientific rationale and approved by Quality Assurance.
Step 6: CAPA Implementation
Corrective and Preventive Action (CAPA) is where improvement begins.
Corrective actions address the immediate problem. Preventive actions address systemic weaknesses that allowed the deviation to occur.
Effective CAPA is specific, measurable, and time-bound. It may involve revising procedures, retraining personnel, modifying equipment, enhancing monitoring systems, or strengthening controls.
Retraining as part of CAPA is rarely sufficient unless the training deficiency was truly the root cause.
Each CAPA should have a clear owner and target completion date. Documentation of implementation is essential.
Regulators expect CAPA to be meaningful. Sometimes it is okay to have no CAPA if it is justified or if controls are already in place.
Step 7: QA Review and Closure
Before closure, QA must critically review the entire record. The investigation must logically support the identified root cause. The risk assessment must be justified. The impact assessment must be complete. CAPA must be appropriate and implemented.
Only when all elements are satisfactory should QA approve closure.
A deviation record should clearly demonstrate that the organization understood the issue, controlled it, investigated it thoroughly, and implemented improvements.
Step 8: Effectiveness Check
Many organizations consider CAPA implementation as the final step. In reality, effectiveness verification is equally important.
After a defined period, review the data to confirm that the deviation has not recurred.
If the same issue repeats, it indicates that the root cause was incorrect or CAPA was insufficient.
An effectiveness check proves that the newly implemented system is working as intended.